
全国统一销售热线:0371-85297711
24小时服务热线:13603847596
电子邮件:yumojingshi@163.com
总部地址:郑州荥阳市郑上路荥密路交叉口北300路东
发布时间:2022-12-13发布人: 豫磨精饰
抛光机床的切削运动
1、机床的切削运动
要进行切削加工,刀具与工件之间必须具有一定的相对运动,以获得所需表面的形状,这种相对运动称为切削运动。机械加工的切削运动由机宋提供。切削运动根据其功用不同可分为主运动和进给运动。
主运动 主运动是由抛光机机床或人力提供的主要运动,它促使刀具和工件之间产生相对运动,从而使刀具前刀面接近工件。
进给运动 进给运动是由机床或人力提供的运动,它使刀具与工件之间产生附加的相对运动,加上主运动,即可不新地或连续地切除切屑,并得到具有所需几何特征的表面。
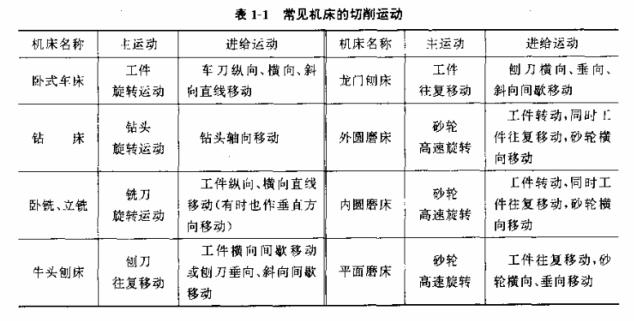
普通机床的主运动一般只有一个。与进给运动相比,它的速度高,消耗机床功率多。进给运动可以是一个或多个。常见机床的切削运动见表1-1。除了主运动和进给运动以外,机床还有吃刀、退刀和让刀等辅助运动。在普通机床上,辅助运动多为手动。
2、切削用量三要素
切削用量是切削过程中的切削速度、进给量和吃刀量的总称。由于它们是切削过程中不可缺少的因素,所以又称为切削用量三要素。
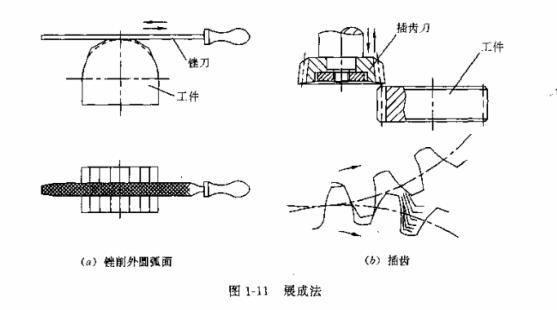
展成法 展成法是在一定的切削运动下,利用刀具依次连续切出的若干微小面积而包络出所需表面的方法。图1-1所示的手工锉削外圆弧面和插齿是展成法加工的两个典型例子。
抛光机床切削加工的阶段
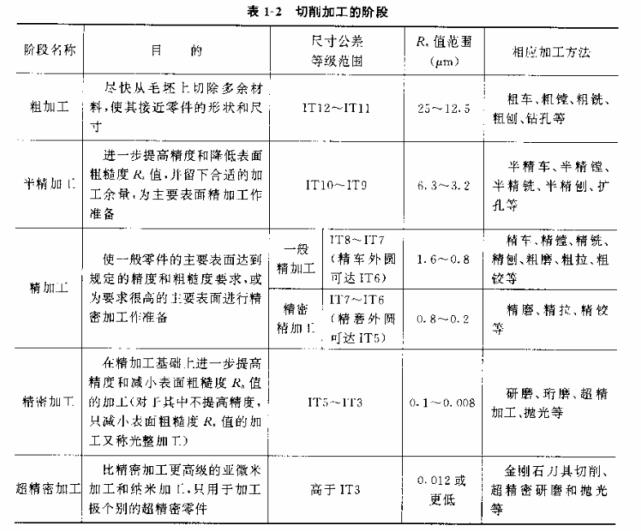
为了保证切削加工质量,工件的加工余量往往不是一次切除的,而是逐步减少背吃刀量分阶段切除的。切削加工可分为粗加工、半精加工,精加工,精密加工,超精密加工等5个阶段。各加工阶段的目的、尺寸公差等级和表面粗糙度R,值的范围及相应的加工方法见表1-2。
切削加工刻分阶段,具有如下***点:
(1)避免毛坯内应力的释放而影响加工精度。这是因为铸锻件毛坯内部存在一定的内应力,内应力在工件内部是平衡的,若不划分加工阶段,每加工完一个表面,内应力均要释放一部分而获得新的平衡,这使工件变形,进而使已加工过的表面丧失已有的精度。若毛坯面粗加工一遍,待内应力释放平衡后再精加工即可减少上述问题。
(2)避免粗加工时较大的夹紧力和切削力所引起的弹生变形和热变形对精度的影响。为了提高生产率,先采用较大的切削用量进行粗加工,再用精加工消除粗加工对精度的影响,这样既提高了生产率,又保证了加工质量。
(3)先粗加工一遍,可及时发现毛坯的内在缺陷面决定取舍,以免浪费更多的工时。这对铸件尤为重要。
(4)可合理使用机床。精度较低的机床安排粗加工,精度较高的机床安兼精加工,使精密抛光机床能较长期保持其精度。
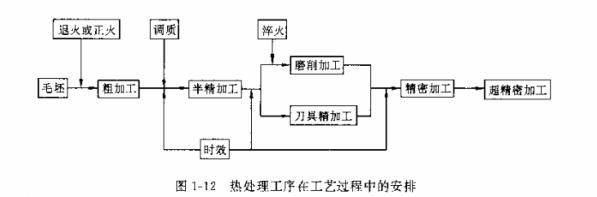
(5)便于工艺过程中热处理工序的安排。若不划分加工阶段,工件一次加工到规定尺寸,则热处理只能安排在切削加工之前或之后,这显然是不适宜的。热处理在工艺过程中的
安排如图1-12所示。
应当指出,对于绝大多数零件,一般只经过前三个阶段,到精加工为止。只有极少数精密零件才需要精密加工,某些场合极个别超精密零件才需要超精密加工。
填写信息后,我们将尽快与您取得联系(您的隐私将被严格保护,请放心填写)!



















全国统一销售热线: 0371-85297711
24小时服务热线:13603847596(微信同号)
电子邮件:yumojingshi@163.com
总部地址:郑州荥阳市郑上路荥密路交叉口北300路东











